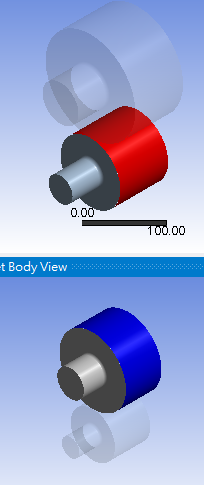
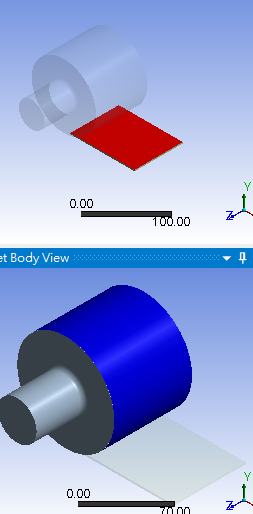
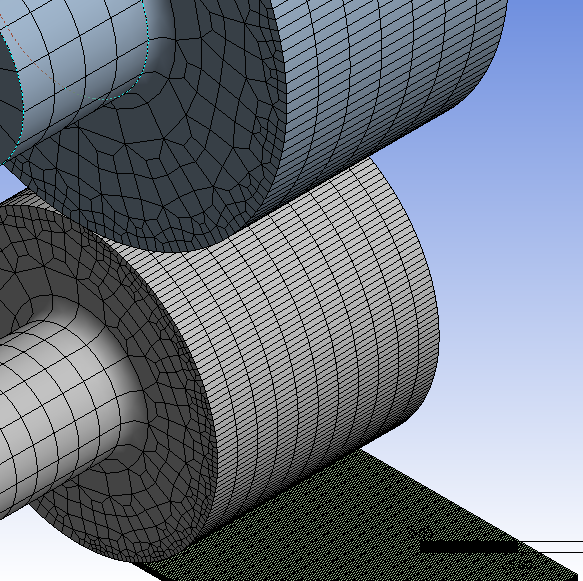
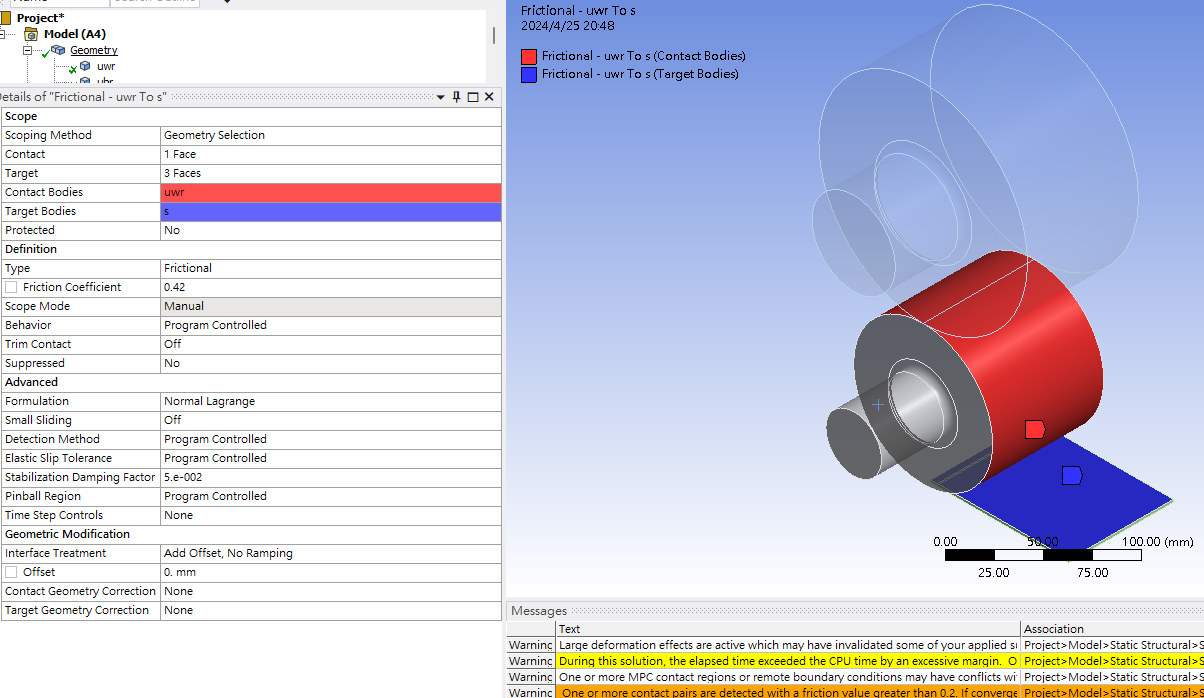
Roller-to-roller contact probably doesn't need stabilization, and since the rollers are not very different diameter, it wouldn't matter which side is target side. But the roller-to-plate is more important for stabilization and "contact" side selection, which should be the roller. Yes, it should be able to work with smaller mesh on contact side than target side, especially on a flat target. But contacts in general work best with similar sizes on both sides. Since you are debugging a problem, it would make sense to test the effect of similar mesh sizes on both sides.
Don't mix frictionless support and symmetry on the same face. Use one or the other but not both. A frictionless support on a flat face should set up the same constraints as a mirror symmetry on that face.
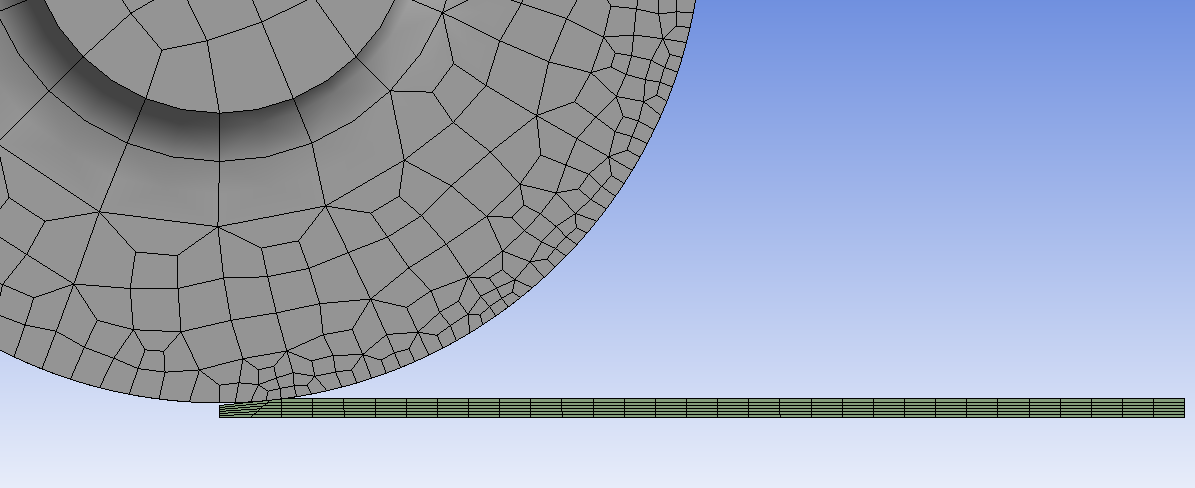
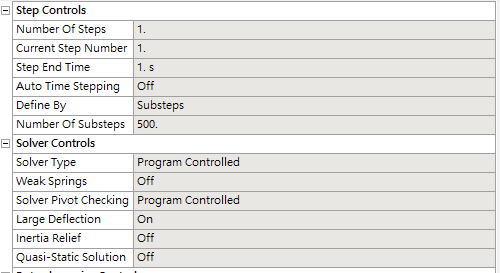
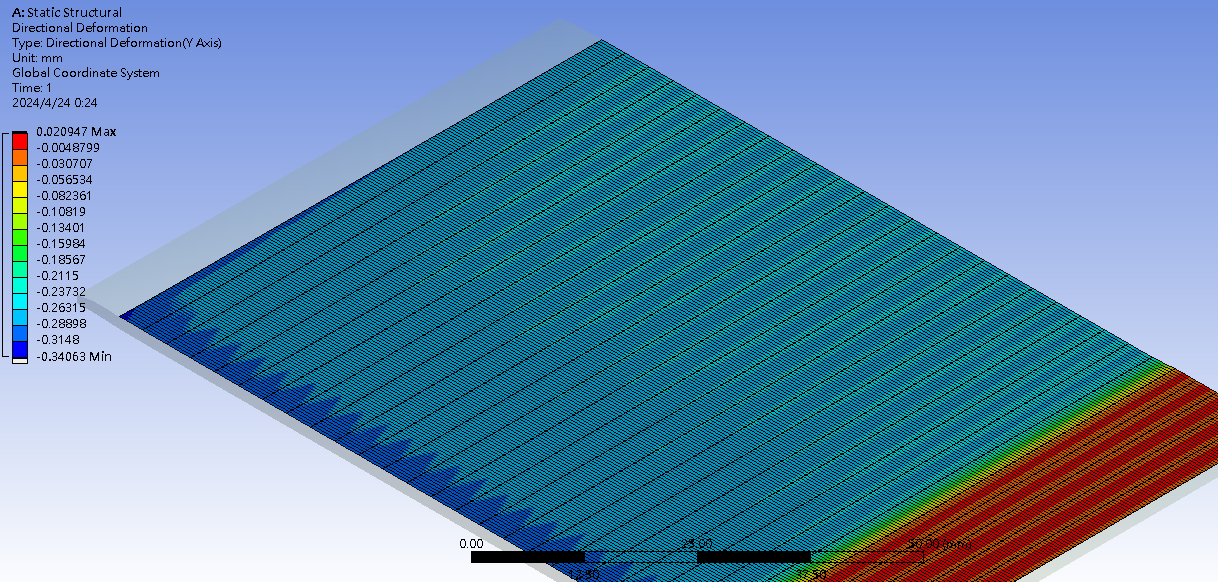
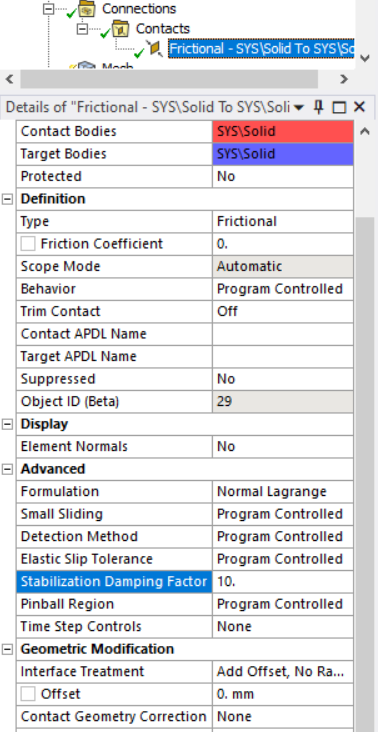
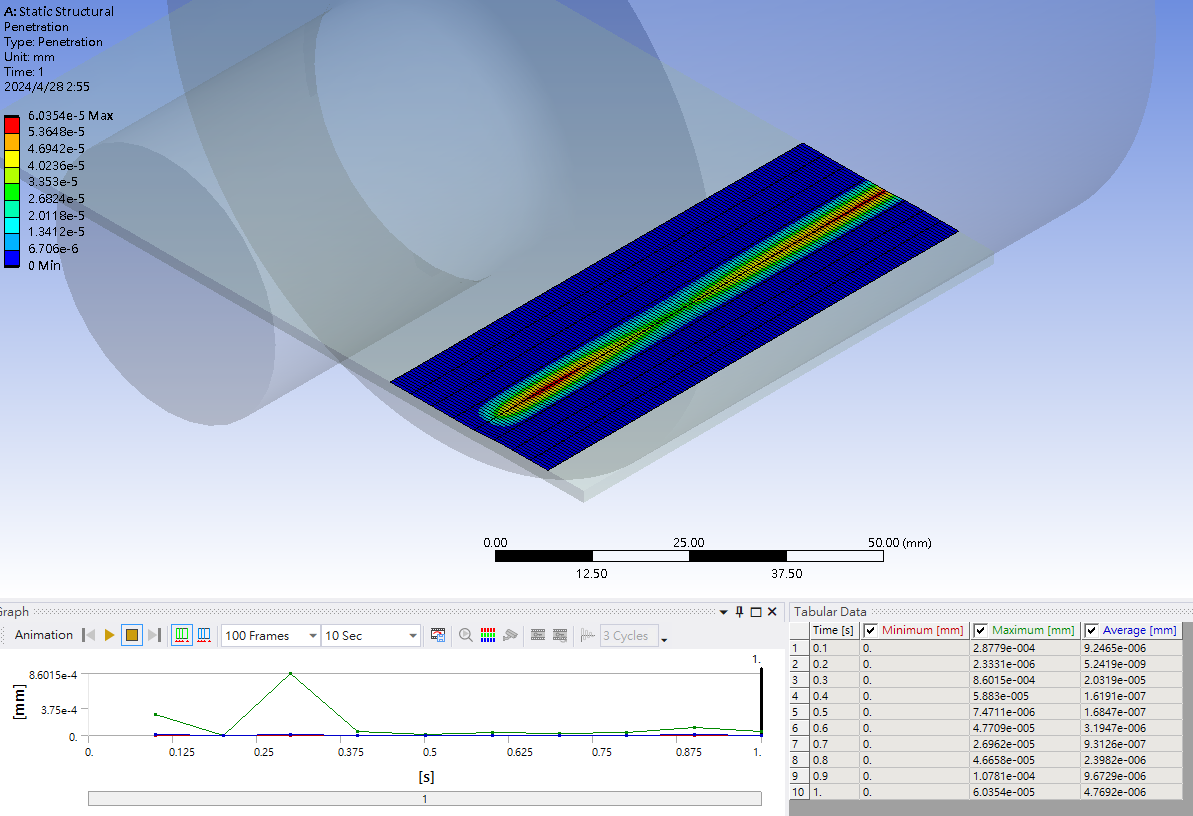
If you have switched to augmented lagrange contact (or pure penalty), you should know that penalty based contact works by accepting some penetration. If there is no penetration, a contact tool result will report zero pressure and a non-touching contact status. For that reason, the normal lagrange is probably a good choice for this model, when normal contact deformation direction is critical for the correct plate deformation, but it's reasonable to see how that contact type behaved. Did it get rid of the bouncing? For penalty based contacts, you can adjust the normal stiffness factor to see if that helps. Instead of relying on the close up visual deformation result to detect penetration, use a penetration result under a contact tool. Also, stabilization factor of 0.05 is very small. Try larger numbers first such as 10 or even 100. If it gets rid of the bouncing and makes the plate deform larger, than reduce the stabilization factor to the point where the roller starts bouncing again. Then adjust to a value just above that.
Also, to reduce the bouncing, try defining two contacts on the wheel and plate with the same contact/target side selectons. But make one with detection method set to "on gauss point", which is the program controlled choice for 3D models using face contacts. On the other contact, use a nodal detection scheme, such as "normal from contact" or "normal to target." The "projected normal from contact" is also worth trying.
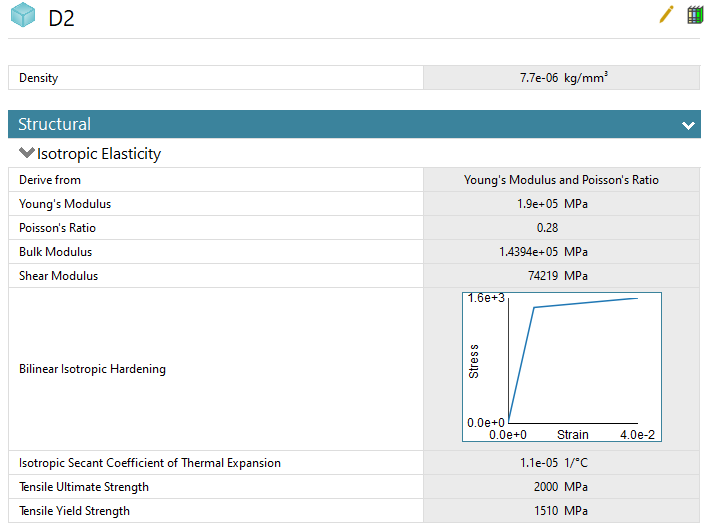
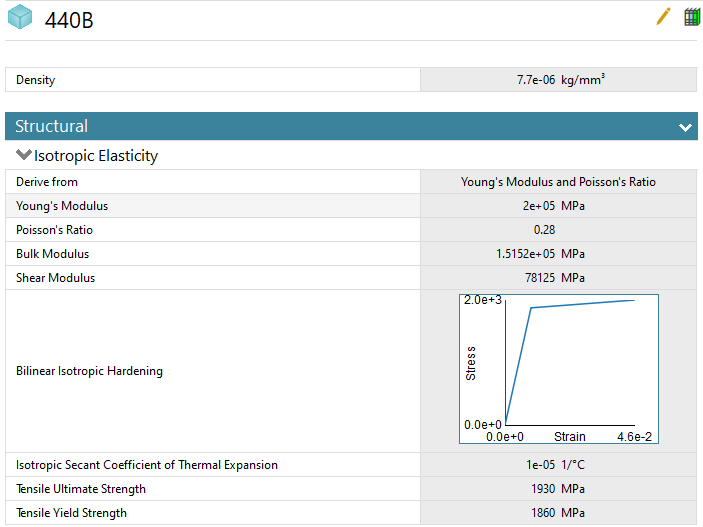
If none of this works, maybe you need a better material model for the plate, such as a multilinear isotropic hardening property. I would be more convinced this is necessary if everything else in the model appeared to be working correctly, such as if you can get rid of that roller bouncing.
 This topic has been answered!!
This topic has been answered!!